What is standard work?
Standard work is the best known method to perform a job safely, correctly, and efficiently. It is documented in a format that any qualified operator can understand and follow. It is not bureaucratic procedure. It is not the theoretical ideal. It is the method that works on your floor, with your equipment, using your people, right now.
Standard work answers three simple questions. First, what is the safest, most efficient way to do this job? Second, how do we make sure everyone does it that way? Third, how do we know if someone is not following it?
A manufacturing operation without written standards is not lean. It is chaotic. Each operator works from habit, from training that was never documented, or from shortcuts that saved time once and became ingrained. Quality varies. Equipment runs differently each shift. When something goes wrong, no one knows what should have been done.
Standard work is the opposite. It makes the expected method explicit. It tells operators exactly how to perform each step. It helps supervisors spot when work is not being done correctly. It provides the baseline that lets improvement be measured. No standard means no improvement. You cannot improve what you do not define.
Origins and tradition
Standard work emerged from Toyota's production system in the 1950s and 1960s. Toyota built on the foundations of Training Within Industry (TWI), a wartime American program created to rapidly train factory workers for defence production. After the war, TWI methods faded in the US but were adopted and refined by Japanese manufacturers rebuilding their industries.
The Japanese understood what the Americans had developed: structured, visual methods for teaching work could eliminate waste, reduce variation, and make quality visible. Toyota integrated TWI methods into their production system, combining standard work with visual management, problem-solving discipline, and continuous improvement culture.
The result was a system where every job had a clear standard, every operator understood it, every supervisor could see when work was abnormal, and every team could improve the standard when a better method was found. This system scaled to support Toyota's growth from a small company to a global manufacturer while maintaining quality and efficiency.
Lean manufacturing brought standard work and TWI methods to Western manufacturers in the 1990s. Standard work is now recognized as foundational in any operation that pursues lean thinking, continuous improvement, or operational excellence. The core principles have not changed in 70 years because they work.
Types of standards
Standard work takes many forms depending on context and audience. Most manufacturing sites use several types simultaneously:
Standard Operating Procedures (SOPs)
Comprehensive written instructions for an entire process. SOPs describe all steps, decision points, safety requirements, quality checks, and expected outcomes. They are often several pages long and serve as the master reference for training, auditing, and investigation.
Work Instructions
Detailed step-by-step guides for a specific task within a larger process. Work instructions focus on the mechanical elements: which button to press, which gauge to read, what range is acceptable. They are typically one to two pages with photos or drawings.
CIL Standards
Critical Item List standards identify and highlight the most important steps in a process. A CIL highlights five to ten steps that, if done wrong, will cause safety issues, quality defects, or equipment damage. CILs are simple, visual, and used for rapid training and auditing.
Centreline Standards
Also called process centerline or nominal targets, these define the ideal operating point for equipment: optimal speed, temperature, pressure, or material feed. Centrelines help operators understand when the process is drifting and signal the need for adjustment before quality suffers.
One-Point Lessons (OPL)
Single-page visual documents focused on one specific problem or opportunity. OPLs are created after a kaizen event or when a problem is solved, capturing the new standard so others can learn. They are simple, visual, and designed for quick absorption.
Safety Checklists
Focused standards for safety-critical operations. Checklists walk an operator through safety prerequisites, hazard checks, and emergency response procedures. They are often laminated and mounted at the point of use.
The best operations use all of these formats. SOPs and work instructions provide the comprehensive reference. CILs highlight the most critical points. Centrelines define equipment operating windows. OPLs capture improvements. Safety checklists ensure hazards are not forgotten.
Anatomy of a good standard
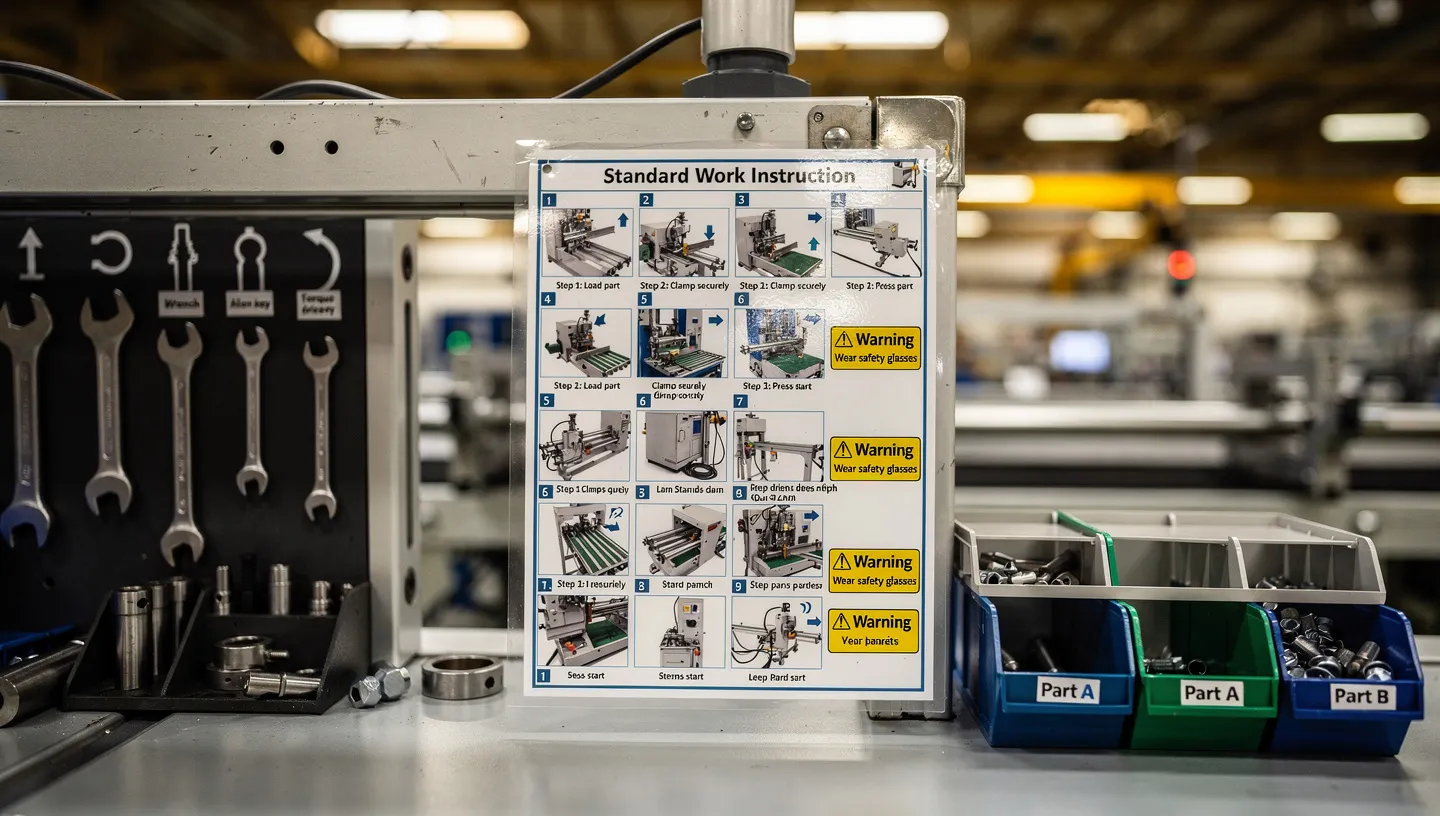
Standard work can be written in many ways, but the most effective standards share certain characteristics. They are visual. They are specific. They are operator-written. They are version-controlled.
Visual. A good standard relies more on images than text. Photos, drawings, and diagrams show the correct position of the operator's hands, the correct gauge reading, the correct colour of the product, the correct setup of equipment. Visuals communicate faster than words. Visuals also make standards usable for operators who read slowly or do not speak the factory language.
Specific. Good standards avoid vague language. Instead of "make sure the part is secure," a standard says "install the M8 bolt with 35 newton-metres of torque. Check that the bolt does not rotate by hand after installation." Instead of "maintain clean equipment," a standard says "wipe all exposed hydraulic lines every 4 hours using a dry cloth. Dispose of the cloth in the oil waste container." Specificity removes interpretation.
Operator-written. The best standards are written by the people who do the work. An experienced operator who has performed the task 10,000 times knows the shortcuts that work and the traps that catch inexperienced workers. An engineer who has never stood at the workstation will miss these details. When operators write standards, they own them. They are more likely to follow them and update them when a better method is found.
Version-controlled. Standards change when better methods are found or when equipment is modified. A good standard includes the date it was written, the revision number, and the name of the person responsible for it. When an older version is replaced, the old version is archived, not discarded. This creates a history that helps you understand how the standard evolved and why certain decisions were made.
Standard work and training
Standard work and training are inseparable. Standards define what competent performance looks like. Training teaches people how to achieve that standard. Together, they ensure consistent, safe, high-quality output.
The connection works in both directions. When standards are clear and comprehensive, training becomes structured and measurable. A trainer can point to the standard and say, "This is what you need to learn." A learner can practice until they can perform the standard reliably. When training is complete, the learner has the document to reference for years.
Without standards, training is informal. An experienced operator shows a new worker how to do the job. The worker watches, tries, and gradually learns. Every trainee learns slightly differently. Some learn the efficient way. Some pick up habits that slow them down. After training, there is no written reference, so the worker must rely on memory.
The most effective training approach is the four-step method from Training Within Industry. First, the trainer shows the standard while explaining the key points. Second, the trainee performs the task while the trainer watches and corrects. Third, the trainee performs the task while explaining each step aloud. Fourth, the trainee performs the task independently while the trainer observes to ensure the standard is being met.
The standard also serves as the basis for competency assessment. Can this person perform the standard unsupervised? Do they understand the safety requirements? Can they recognise when the process is abnormal? These questions are answerable only if the standard is clear.
Sustaining standards
Standards decay. Operators find shortcuts. Equipment drifts. New people are trained by someone who was trained by someone who was trained by someone else, and each generation introduces small changes. After a few years, the work looks very different from the standard.
Sustaining standards requires active management. Three tools are essential: audits, gemba walks, and 5S.
Audits. Periodically, a supervisor or team leader walks the floor and checks whether work is being performed according to the standard. An audit is not punitive. It is a way to see if the standard is being followed, if the standard needs updating, or if people need retraining. Audits reveal gaps between the intention and reality.
Gemba walks. Gemba is Japanese for "the real place." A gemba walk means going to the place where work happens, observing directly, and asking questions. A supervisor on a gemba walk might ask, "Why are you doing it that way?" or "Does the standard say to do it like that?" or "Is there a better way?" Gemba walks make expectations visible and create dialogue about standards.
5S. The 5S system (Sort, Set, Shine, Standardise, Sustain) creates an environment where standards are visible and easy to follow. When a workstation is organised, clean, and labelled, it is obvious what equipment should be where and what the expected state is. When a standard is posted at the workstation and kept up to date, operators see it every day.
Sustaining standards also means updating them. When a better method is discovered, the standard should be updated quickly. When equipment changes, the standard must change. When a safety incident reveals a gap in the standard, the standard must change. This is not a failure of the original standard. This is how the operation gets better.
Common pitfalls
Standard work is simple in concept but easy to execute poorly. Here are the mistakes most plants make:
Writing standards that are too vague
A standard that says "operate the press carefully" is not a standard. It is a guideline. Effective standards specify exactly how many revolutions per minute, exactly what temperature, exactly what the operator should feel or hear. Vagueness means interpretation, and interpretation means variation.
Engineers writing standards for operators they have never watched
Engineers can design the process. Operators know how to actually do it. The best standards are written by operators with input from engineers. If engineers write standards alone, they miss the small adjustments, preventive actions, and shortcuts that make the work actually work.
Posting standards and never updating them
A standard that has not been updated in three years is not being maintained. It may not reflect current equipment, current product mix, or lessons learned. When operators see an outdated standard, they stop trusting all standards.
Using standards as a tool for blame
If supervisors use standards primarily to say "you violated the standard, so you are in trouble," operators will hide non-compliance rather than report it. Standards work best when they are used for learning, dialogue, and improvement, not punishment.
Writing too many standards at once
Trying to document your entire operation at once creates bureaucracy, not discipline. Better to start with five to ten of the most important, safety-critical processes. Document them well. Maintain them actively. Then expand to other processes. Quality beats quantity.
Ignoring the standard during improvement
When a kaizen event discovers a better method, the improvement is worthless if the new standard is not documented and communicated. Many plants run improvement events, make changes on the floor, and then fail to update the written standard. Six months later, half the operators are doing it the new way and half are doing it the old way.
Standards as the baseline for improvement
The most important purpose of standard work is often misunderstood. Standards are not the goal. Standards are the starting point for improvement.
Here is the logic. You cannot improve what you do not measure. You cannot measure what is not defined. Standard work provides the definition. It says, "This is how we do it now." Once the standard exists, you can measure against it. You can ask, "Are we following the standard?" You can measure the result and ask, "Can we do better?"
The best improvement processes start with a stable standard. A team audits actual practice against the standard. They identify where work is not being done according to standard. Sometimes this reveals that people need retraining. Sometimes it reveals that the standard is no longer the best way and should be updated. Either way, without the standard, you do not know what is abnormal.
Continuous improvement cultures work this way. Teams establish a clear standard. They measure actual practice against the standard. They find the biggest gap and solve it. They update the standard to reflect the improvement. Now the new standard becomes the baseline for the next improvement cycle.
This is why lean operations insist on visual standards at every workstation. It is not bureaucracy. It is the tool that makes improvement possible. Every operator sees the expected standard. Any deviation from the standard becomes visible. Any improvement idea can be tested against the current standard. This creates a learning culture where better methods emerge and are captured systematically.
Operations that skip the standard-building step and try to jump straight to continuous improvement usually fail. Without a clear baseline, improvement ideas are not tested, they are just tried. Some work. Some do not. Nothing is captured. The next operator invents their own method. Progress stops.

Standard work and digital tools
Historically, standards were printed on laminated cards and posted at workstations. This approach has real advantages. The standard is always visible, always accessible, and requires no technology. But it has limitations. Updating standards is slow. Tracking which operators have been trained on which standards is manual. Auditing whether standards are being followed requires a person walking the floor.
Digital tools solve these limitations. A standard work management system can store all standards in a central database, version them automatically, and push updates to floor displays instantly. It can log which operator received training and when. It can integrate with inspection systems to flag when actual performance deviates from the standard. Digital systems can also embed video, interactive checklists, and decision trees, making standards richer and faster to follow.
The key is that digital tools should augment, not replace, physical standards. A printed standard at the workstation is still important. But a digital system can ensure that every printed standard is the latest version, can track training completion, and can capture data that shows whether standards are being followed and where they might need updating.
Some of the most mature operations do both. They have laminated work instruction cards at every station. They also have a digital platform that stores all standards, tracks training, logs audits, and shows trends in compliance and performance. The physical cards keep standards visible during the work. The digital system keeps the organisation aligned on what the standards are and whether they are being followed.